

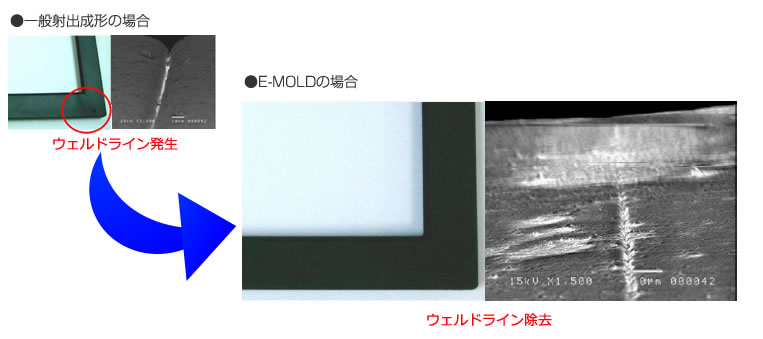
金型内に埋め込んだヒーターにより樹脂の溶融温度(MAX300℃)までキャビティ面を高温加熱し、射出充填後急速に冷却する射出成形技術です。
③高い転写性
④薄肉成形の生産性向上
⑤厚肉成形の高精度化
⑥フィラー含有材料の外観性向上
⑦低圧成形によるダウンサイジング
⑧結晶性樹脂の生産性向上
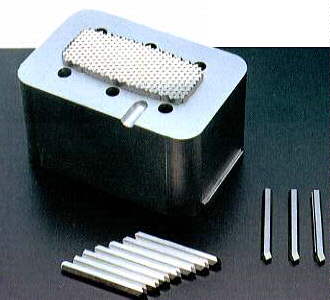
自動車のリアランプ、自転車、道路、工業用各種センサー等に用いられているリフレクターは厳しい国際規格を満足しなければならずその金型は特殊な精密加工技術と特殊な光学的ノウハウを必要としておりまして、世界でも数えるところでしか製造できません。
日進精機では1950年代からリフレクター金型を作っておりまして、現在日本国内はもとより韓国、台湾、東南アジア、ヨーロッパにも金型、電鋳コア、リフレクター製品等を輸出しております。
電鋳装置を持っていますので、リフレクター金型以外にも電鋳加工の仕事も承ります。


リフレクターの金型はペンシル状の矢を鏡面ラップした後束ねて金型にします。仕上げ面の角度精度は極めて高い精度が要求されます。自動車のリアランプのように三次元曲面のリフレクターの金型は矢を束ねて作ったマスターから 電鋳で反転型を取って製作します。
お客様の方で簡単にリフレクター用の金型のインサートコアの製作できるようにリーゾナブルな価格で標準電鋳もご用意しております。100mmX100mm と 120mmX120mm と145mmX145mm の3種類があり、それぞれ分割線が有るものと無いものがございます。
(株)大西ライト工業所は、昭和精工(株)との連携により、金属フープインサート成形システムを用いて電装品のリレー接点を生産しています。自動車向けの量産実績に基ずく高信頼体制で各種ニーズにお答えします。
フープ成形は、金属(フープ材)と樹脂の複合部品の成形を1工程で行うことが出来る方法です。





メタルインジェクションモールド製品(MIM製品) (株)大西ライト工業所
第五世代の“夢の金属加工法”と言われる金属粉末射出成形燒結法の量産体制確立
(株)大西ライト工業所では金型・射出成形加工で培った等密度成形技法に、ウイテック社より導入したMIM技術(ウイテックプロセス)を融合し、金属粉末射出成形燒結法による製品開発と量産体制を確立しました。すでに世界最大の精密機械部品(600g)の開発や超小型製品の安定的量産に成功しています。

◆MIM製法に適した製品
成形品を作るには、通常はプラスチック成形機を使用しています。
これには、金型が必要ですが、金型で成形可能な形状であればMIM製品として可能です。
複雑な形状、三次元形状、機械加工工数が多いもの、小さい穴、めくら穴など,他の製造方法では難しいところが、比較的容易にできるという特徴があります。
一般の機械部品はもちろんのこと、ギヤ、ネジ、キー溝、刃物なども製品化されています。
◆寸法公差について
小さいものでは0.03グラム、大きいものでは600グラムまで製品化できます。 肉厚は、4ミリ以下が適しているといえます。それ以上の肉厚のものは、ヒケや内部欠陥がでやすい、などの問題があります。
従って、肉の厚い部分については、減肉をして強度補強のためのリブをつける等の工夫が必要です。
厚みの変化はMIMの強みです。
◆金属材質
金属の粉末があれば、どんな材料にも適用できる製法ですが、現在、弊社で実施されている材質は、主につぎのようなものです。
SUS304 SUS316L
Fe8%Ni
±0.3%まで可能です。
例えば 5±0.015、10+0.03、20±0.06 等は十分可能です。従って、複雑な形状の部品の、切削工数が大幅に削減できます。
穴径では、8級公差は可能です。条件次第では、7級公差も可能です。小さい穴はMIMの得意とするところで、0.1の穴も可能です。
現在、分かっているところでは、SUS304、SUS316Lの場合、引っ張り強さ等、JISの鋼材規格をほとんどクリーヤーできています。
※展延性に優れているので、プレス加工、曲げ加工が容易です。
※熱処理、メッキ処理は可能です。
SKレジン~優れた耐熱性と高度な成形性~【熱硬化性樹脂】 (株)大西ライト工業所

プラスチックでは、不可能と思われる領域まで用途が広がる材料です。
(株)大西ライト工業所では、豊富なグレードのSKレジンをご用意しており、お客様の目的に合わせたご提案・供給をしています。

機構パーツ (株)大西ライト工業所
.jpg)
レンズ成形型 昭和精工(株)
←フライアイレンズ金型
金型加飾技術「d3テクスチャー」 (株)コガネイモールド


1.ガラス転移温度保持での充填による外観性向上
2.液相境界維持による高転写性、薄肉成形の実現
3.樹脂の流動性向上による低圧成形
成形機・金型のダインサイジングの実現
4.型内樹脂圧力分布の均一化による樹脂密度安定化と歪のない高精度成形の実現

射出成型金型のスペシャリスト (株)清光金型
昭和38年射出成形金型の設計製作会社として創業以来、あらゆるユーザーニーズに的確に対応すべく研究開発を続け、時代にマッチした生産性と高品質を誇る射出成形金型を各業界に送り出しています。金型→成形→二次加工の一貫生産体制を実現し精密小物から大型部品に至るまでの射出成形機をラインアップし、幅広い需要に対応しています。
永年の実績により自動車、家電、住宅機器関連等幅広い分野の技術蓄積は豊富にあり、特に三次元形状製品の加工技術に優れ、外販金型のほとんどが三次元形状部品で占められています。また、製品形状の検討、金型構造の問題点を初期段階で解決するため、得意先の開発時点での設計支援、モデル製作に参画し製品機能も満足できる経済的な金型を短納期で製作できるよう検討を続けています。他社に先駆け導入したCAD/CAMシステムにより面データ作成から加工用データの製作・加工とすべて社内製作を可能にし、マシニングセンターによる高速高精度加工で、金型製作の合理化に挑戦し続けています。
プラスチック精密金型設計製造 (株)光和
特徴①:『走』 圧倒的な早さ
高速マシンを積極的に導入し、高精度かつスピードアップを実現しました。
各工程の加工チームが連携を取り、最適な加工方法を最短で導き出します。
「プロフェッショナル・チームワーク」で、品質にこだわった金型をスピーディに製作します。
特徴②:『巧』 培った技と緻密な技術
設計で金型の性格・顔を決め、加工で緻密な全体像を創り、仕上げる。
熟練技能者(多能工)が手掛ける技で、トライ一発合格を可能にする。
年間300型を製作し、多業種で磨いた経験と実績が最高品質を形にしています。
特徴③:『守』 高い品質を誇る
お客様の要求は千差万別だからこそ、「最適品質」の金型を、ひと手間加えたやさしさ品質で提供します。
計測技術のレベルを上げ、品質管理を徹底しています。

ホーム | 21世紀金型会とは | 成形加工 | プレス加工 | 成形機・工作機械・CAD/CAM | 金型部品・治工具 | 機械加工・表面処理 | 会員企業紹介 | ニュースリリース | イベント紹介 | お問い合わせ |
21世紀金型会